不要犹豫,点击播放我们的《淮安》【本地】钢锭【冷拔异型钢管】厂家直销省心省钱产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
以下是:淮安《淮安》【本地】钢锭【冷拔异型钢管】厂家直销省心省钱的图文介绍

铸钢件加工的铸造工艺设计是铸钢件加工的重要环节, 是获得优质高产铸钢的重要技术管理措施。在选定铸造工艺方案时,须考虑铸造车间的具体条件,如铸造设备运转情况、生产能力,铸钢件的结构和尺寸、技术要求以及生产数量等。
当生产的工艺方案决定以后,还应根据产品零件图的形状、尺寸和技术要求,选定各种铸造工艺参数。铸造工艺参数是由金属种类和铸造方法等要素的特点决定的。
铸钢件的进行是为很多铸钢件企业进行钢材产品生产的关键技术,铸钢件就是锻造工艺典型的产品,关于铸钢件的生产工作中浇注是重要的一个步骤。在铸钢件浇筑作业要求,通常需要根据以下要点:铸造大型,中型钢铸件,浇注后钢包内钢水静1-2min镇静。


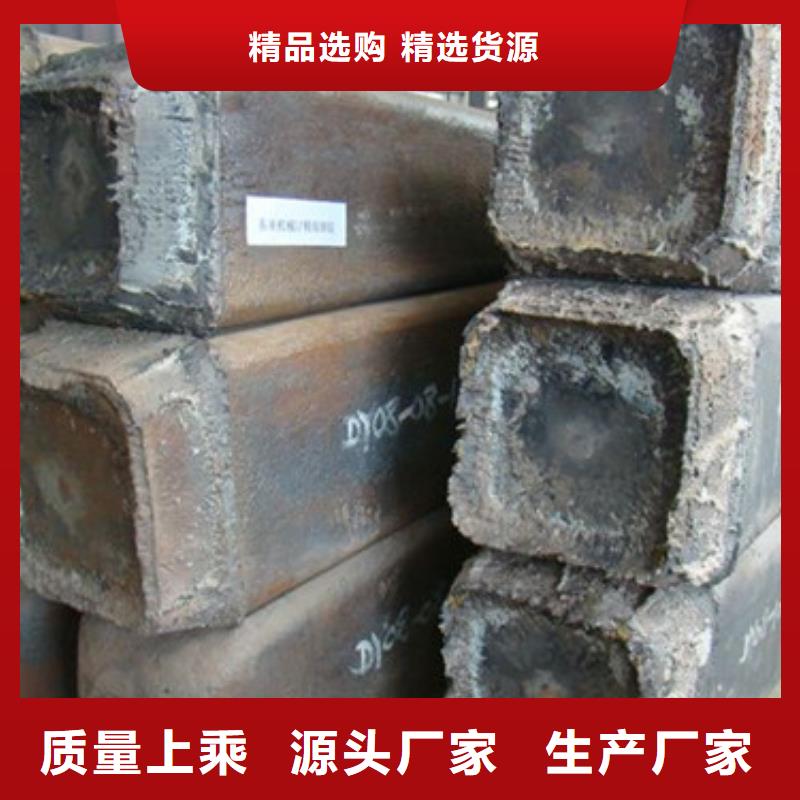
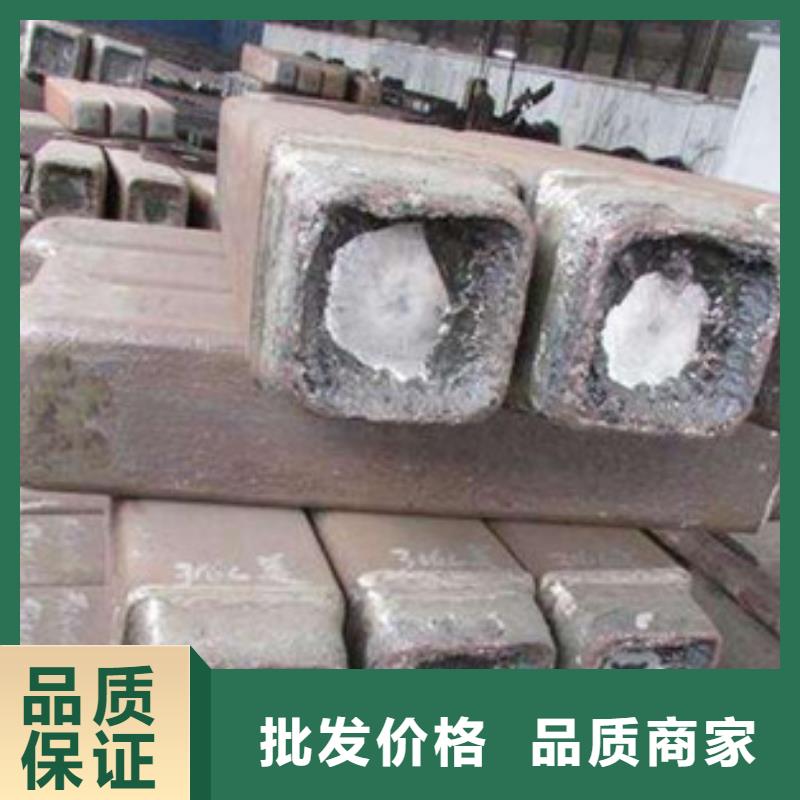
用于生产棒材和型材的钢锭一般为正方断面(称为方锭);生产板材的钢锭一般为长方形断面(称为扁锭);生产锻压材的钢锭有方形、圆形和多角形。
钢液进入盛钢桶后需静置一段时间,使出钢时混入钢中的炉渣或其他杂质上浮去除,同时还起调整铸温的作用。
铸温:浇铸温度应严格控制。铸温过低,钢液入模后表面立即凝固,会造成钢锭表面缺陷,甚至钢液在盛钢桶内就开始凝固,造成金属损失或整炉钢报废;铸温过高时,将延缓钢锭表层的形成时间,导致钢锭出现热裂纹。对镇静钢,铸温一般控制在高于此钢的液相线温度40~60℃。为保证整桶钢水温度均匀,可向盛钢桶中吹氩气搅拌钢液。
注速:下铸法一般要求有适当注速以保证模中钢液平稳上升,并调节铸温。铸温过高时用慢注,过低时用快注。上铸法要控制注速以减少飞溅。



新物通物资有限公司整合资源,优势互补,优化整体商业模式,做好 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、,通过实业运作和资本运作,不断扩大产业规模,力争在新的起点上再造辉煌。


现在我们的工业发展的飞速,机械方面我们使用铸铁,铸钢制作而成的零部件也是很多的,但是铸钢件在铸造过程中容易出现气孔缺陷,还会有角度定位不准确等缺点,这样的话长期使用就有可能会出现机壳断裂的现象,所以在铸造所需零件时,一定要选择好用铸铁还是用铸钢,还是再选用别的材料!
铸钢件是工艺比较复杂,工作人员都需经过培训或者是有多年操作经验的,所以铸造需要技术,还需要经验,所以如有需要铸造件的就应该选择那些名气大的,因为他们肯定有自己的技术和经验,所以选就要选这样的工厂。
从铸钢件至室温的固态收缩率在6.9-7.4之间变化,铸钢件中的合金元素对这种收缩量没有重大的影响。刚凝固以后的金属,强度很低。铸模的刚度使得铸钢件的形状能很好地适应这种收缩状况,要成功地生产铸钢件。由于收缩的原因, 要生产出合格的铸件, 许多铸件设计需要进行大量的研究。






 扫一扫
扫一扫